| When
building or repairing machinery it is often necessary to cut threads by
hand, to cut inside threads a tap is used, for outside threads a die is
used. There are several different standards for threads, SAE, Metric
and British Standard Whitworth are three common examples, for the
purpose of this page the SAE standards, will be discussed.
SAE
threads come in two styles, fine and coarse, this is determined by the
number of threads per inch, for example a fine thread 3/8" bolt would
have 24 threads per inch, a course thread bolt would have 16 threads per
inch.
About Taps
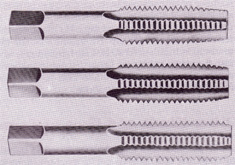
Three common styles of taps, top tapered, center plug, bottom bottoming.
|
There
are many different styles of taps used in the industry, however the
average person tapping by hand need only concern himself with four
styles.
Taper:
Many threads are chamfered at the cutting end making this a very easy tap to start square.
Plug:
This has fewer chamfered threads and is the most common tap.
Bottoming:
This type of tap has very little chamfer and is used to cut threads almost to the bottom of a blind hole.
Pipe:
Used to cut pipe threads
Tapping Procedure:
Step 1:
Select proper size drill, drill hole, then countersink hole
entrance to a diameter slightly larger than major diameter of the
threads.
Step 2:
Mount peice to be tapped in a vise so that hole is in a
vertical position. Cup your hand over the tap wrench and apply downward
pressure as you turn the wrench. Turn two or three turns.
Step 3:
Remove wrench from tap, check if tap is square in the hole.
Replace wrench, apply cutting fluid, using both hands turn tap
one-quarter to one-half turn, then back three-quarters of a turn to
break the chip. Continue one-half turn in, then back three-quarters.
About Dies
Split adjustable die and hexagon rethreading die.
There are fixed size and split adjustable dies which have a screw to expand the die for a better fit.
Hexagon rethreading dies are also available to clean up existing threads.
Using a Die:
Step 1:
Chamfer the end of the stock with a file or grinder, this should be as deep as the thread to be cut.
Step 2:
Mount the stock in a vise, make sure chamfered side of die is
down, this is the side with the markings, hold the die stock with one
hand cupped over center, apply downward pressure as you turn die until
cut has started.
Step 3:
Apply cutting fluid, turn die stock with both hands, after each
revolution reverse die one-half turn to break the chips.
Step 4:
After a few threads have been cut check the fit with a nut, adjust die if necessary.
Note:
If commercial cutting oil is not available substitute animal lard which is often an ingredient of the product.
|